中・大型サイズの鋳物加工
中・大型サイズの鋳物加工 大型・大物サイズのマシニング加工
大型・大物サイズのマシニング加工 【最長6m】長尺加工(長物加工)
【最長6m】長尺加工(長物加工)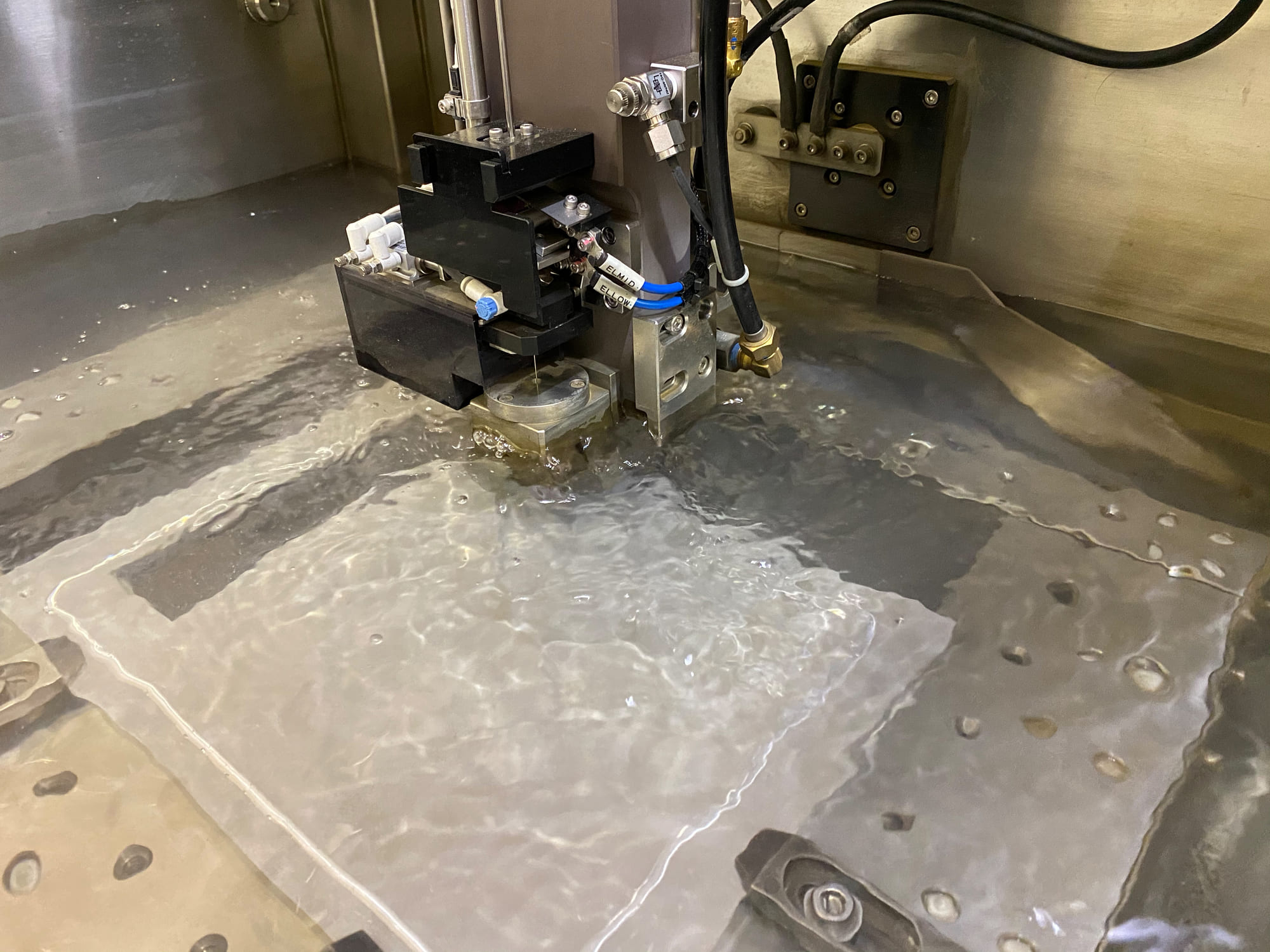 ワイヤ放電(ワイヤカット)加工
ワイヤ放電(ワイヤカット)加工 大型ワークの測定受託サービス
大型ワークの測定受託サービス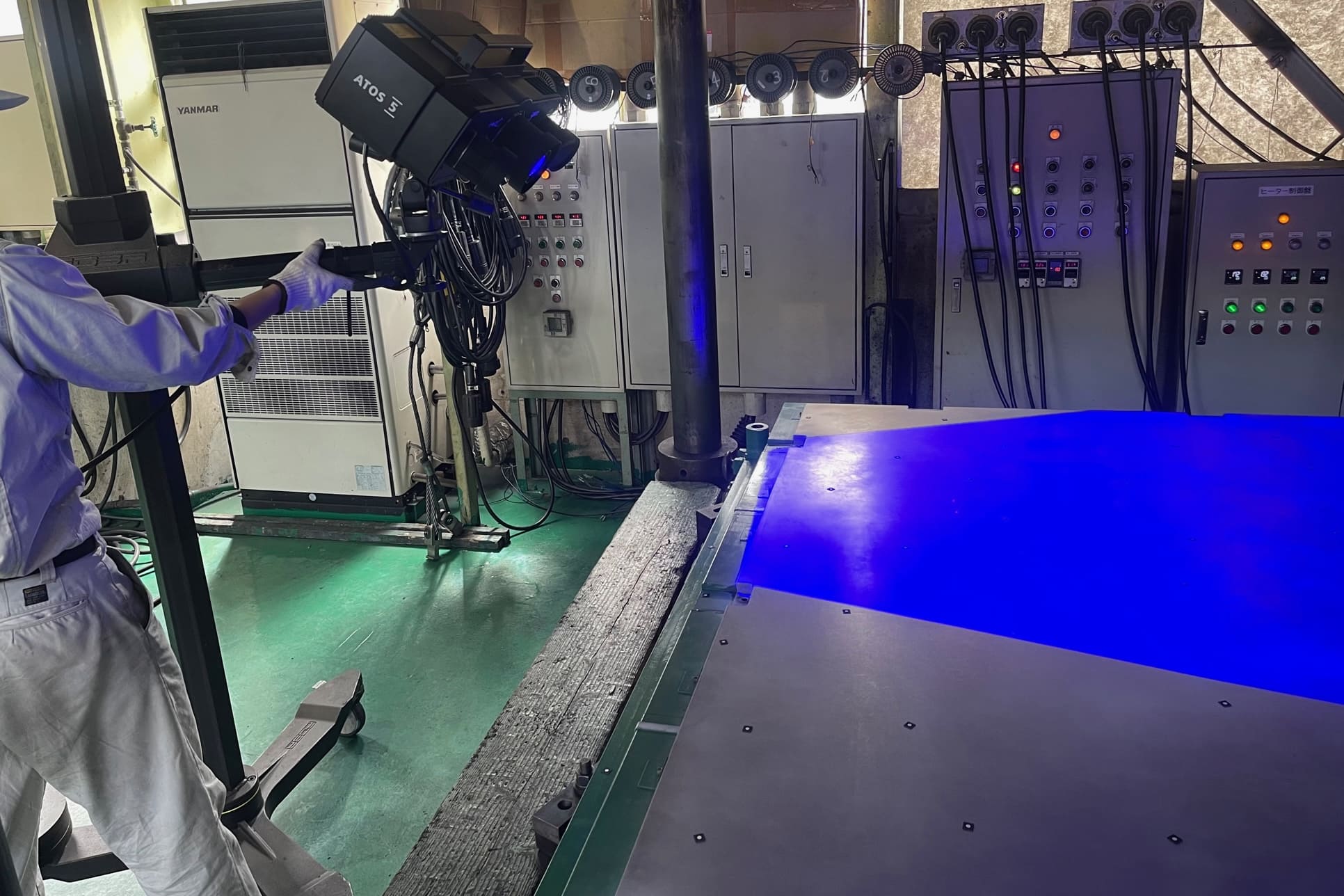 リバースエンジニアリング
リバースエンジニアリング鋳鉄(FC・FCD)の大型切削加工で「鋳巣」や「ビビり」を防ぐポイント
工作機械のベッドや定盤、大型産業機械のフレームなど、振動吸収性や耐摩耗性が求められる大型部品には鋳鉄(FC/FCD)が多く採用されています。しかし、大型鋳物の機械加工は、ワークが大きすぎて薄肉部でビビリが発生する、鋳物特有の寸法バラつきが発生する、といったことが起こることがあります。
そこで今回は、鋳鉄加工のトラブルを防ぎ、高精度に仕上げるためのポイントを当社の取り組みを交えてご紹介します。
鋳鉄加工における鋳巣への対処
鋳鉄加工でも特に大型の鋳物は、凝固時の収縮差により内部応力が複雑にかかり、加工を進めて初めて鋳巣が現れるケースも少なくありません。
設計段階でできること・現場ができること
設計段階で肉厚の不均衡を避けることは基本ですが、それでも鋳巣の発生をゼロにすることは困難です。重要なのは、「万が一鋳巣が出た時にどう判断し、リカバリーできるか」という対応力です。
当社では、長年の鋳物加工実績に基づき、以下の対応を行っています。
・荒加工時の見極め: 仕上げ代を残した段階で巣の状態を確認し、致命的な欠陥か否かを即座に判断します。
・位置の調整: 許容差の範囲内で加工基準を微調整し、巣を削り落とす、あるいは機能に影響しない位置へ逃がすといった「取り回し」の提案を行います。
大型ワーク特有の「ビビリ振動」を抑える技術
当社では、以下のような研磨加工に対応しています。
・平面研磨:部品の平面を高精度に仕上げ、平行度や面粗さを管理。
・円筒研磨:シャフトや筒形部品の外径に対して、均一かつ精密な外周加工。
・内面研磨:穴や内径部分の内面加工。回転穴の内径を高精度に整える。
機械加工から研磨まで一貫対応するメリット
大型の鋳物構造物は、全体サイズに対して肉厚が薄い箇所や、リブ形状で剛性が確保しにくい箇所が存在します。こうしたワークを切削する際、工具の振動とワークの振動が共振し、「ビビリ」が発生します。ビビリは加工面を波打たせ、寸法精度や面粗度を著しく低下させます。
これを防ぐために、当社では主に3つのアプローチを行っています。
1 最適な切削条件の選定
回転数や送り速度の調整はもちろん、防振効果のある特殊工具などを使い分け、共振点を外して加工します。
2 「歪ませない」クランプ技術
ビビリを止めるために強く固定しすぎると、ワークが変形してしまいます。自動車部品の金型製作で培ったノウハウを活かし、ワークに負荷をかけずに確実に保持するなど、最適な条件でのクランプを行っています。
3 防振治具の活用
薄肉部やオーバーハング部には、加工中のみ支えとなるジャッキや防振ダンパーを配置し、剛性を補強します。
FC(ねずみ鋳鉄)とFCD(ダクタイル鋳鉄)の加工性の違い
一口に鋳鉄といっても、材質によって加工の勘所は異なります。
1 FC(ねずみ鋳鉄 / FC200, FC250など)
切削性が良く削りやすい反面、脆い性質があります。加工の出口部分で「欠け」が発生しやすいため、カッターの抜け際に細心の注意が必要です。
2 FCD(ダクタイル鋳鉄 / FCD450, FCD600など)
マグネシウム等を添加して強度と粘りを持たせた鋳鉄です。FCに比べて切削抵抗が高く、工具寿命が短くなりやすいため、コストを抑えるには適切な工具選定とパス設定が重要になります。
当社では、材質ごとの特性を熟知しており、それぞれの材質に最適な加工を行っております。これにより、工具コストと加工時間のバランスが取れた提案も行っています。
鋳鉄の加工事例
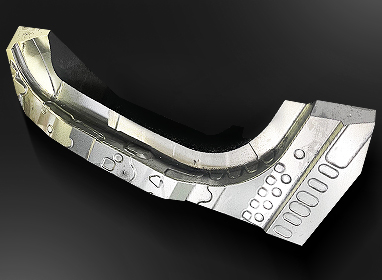
1 試作プレス金型 上下セット(鋳鉄、300×450×900)
FC材を用いた試作金型(300×450×900)です。深く垂直に近い形状に対し、長い工具を使用しつつ速度調整を行うことで、ビビりを抑え精度を確保しました。深掘り・深絞り加工にも対応しておりますので、お気軽にお問い合わせください。
-
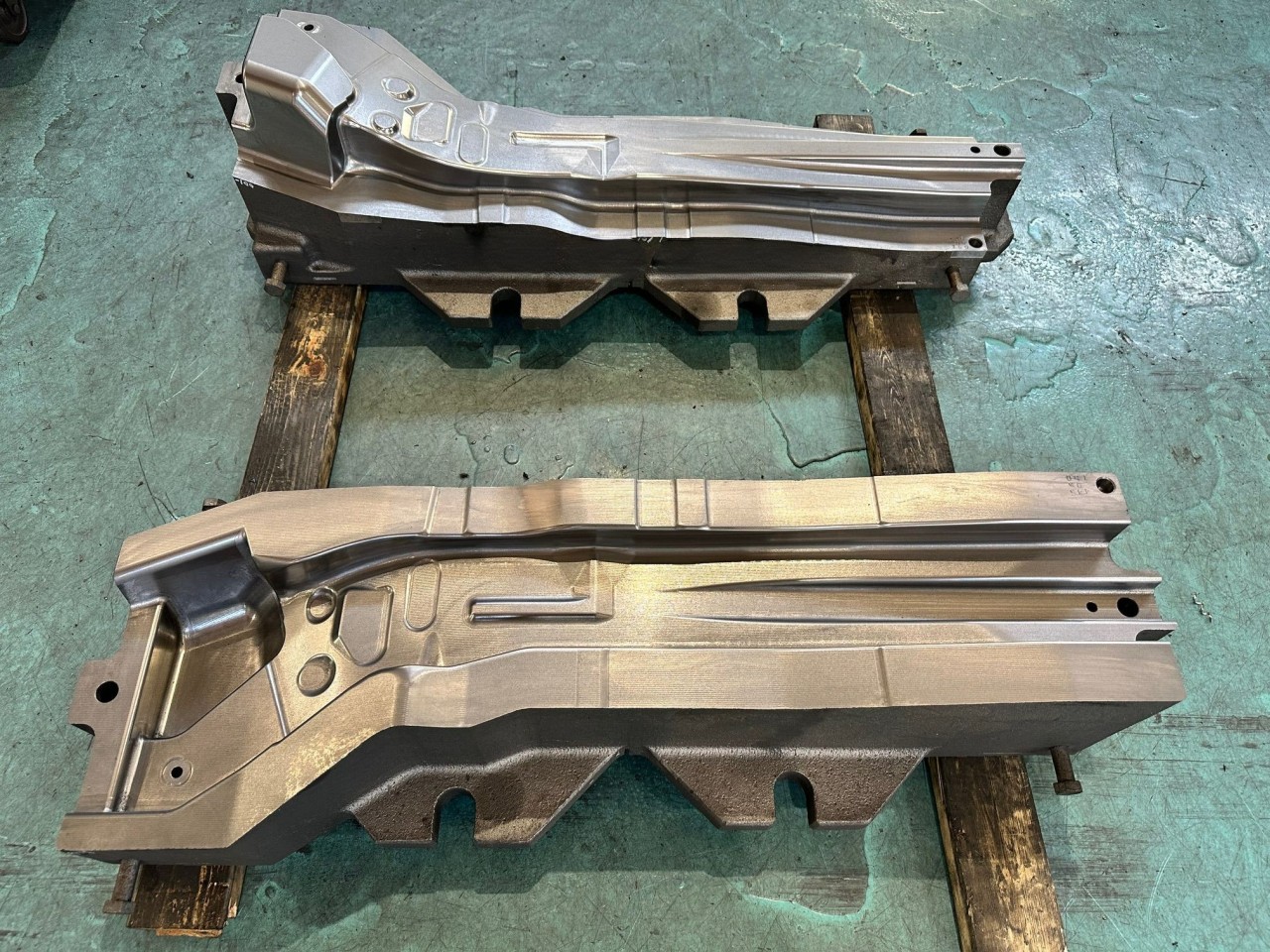
プレス機の定盤(鋳鉄、100×1,200×2,350)
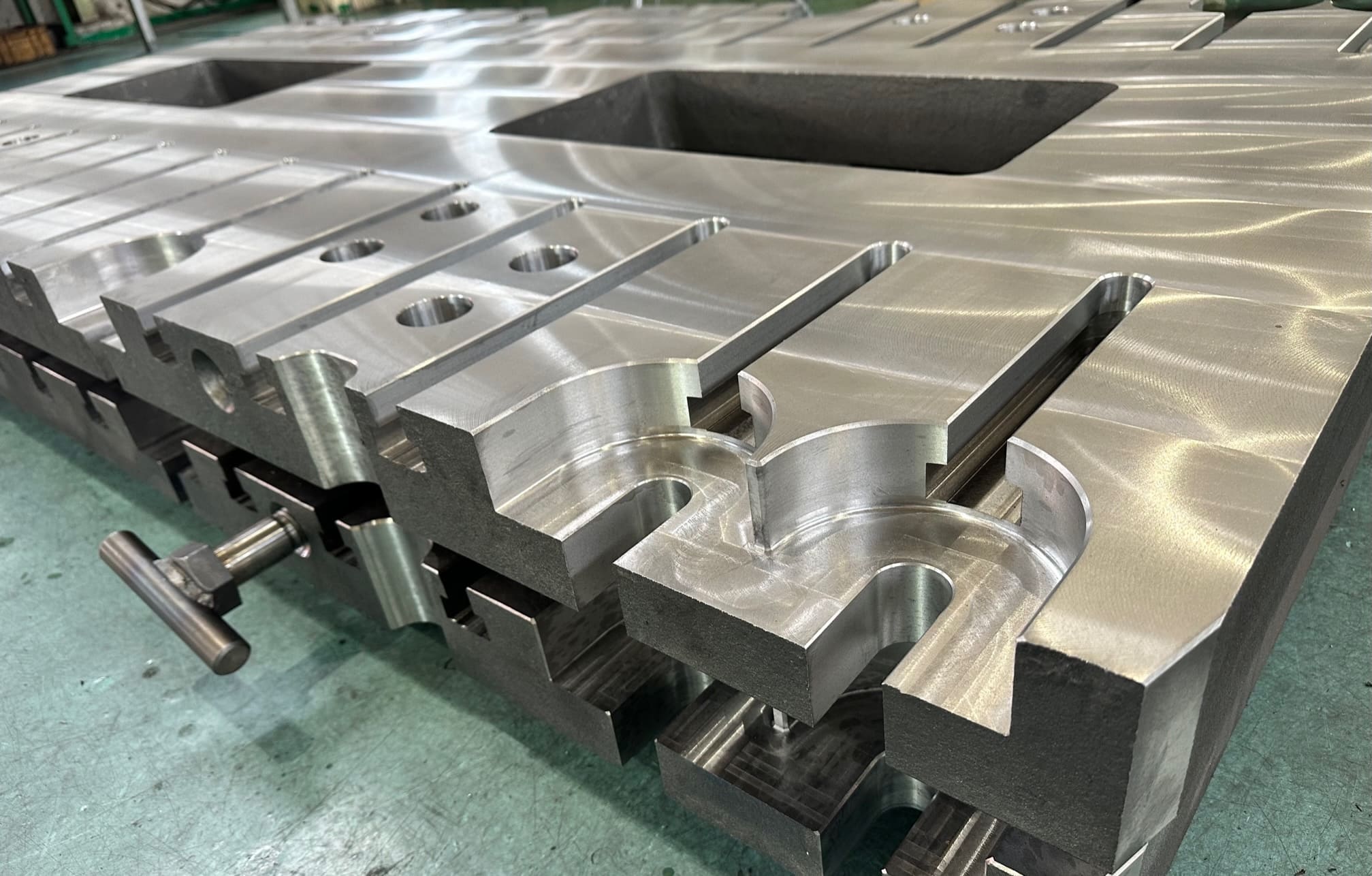
鋳鉄製のプレス機定盤(100×1,200×2,350)です。フライスやTスロ加工に高精度が求められるため、熱変異を考慮した手順とエアー冷却を採用しました。素材入荷から荒加工、仕上げまで一貫して対応しています。
鋳鉄の機械加工のことなら、大型機械加工センターにお任せください!
大型機械加工センター.comは、最大2,500×5,000mmの加工に対応する五面加工機をはじめ、充実した設備を保有しています。鋳鉄の機械加工や大型加工でお困りごとがあれば、ぜひ当社にご相談ください。