中・大型サイズの鋳物加工
中・大型サイズの鋳物加工 大型・大物サイズのマシニング加工
大型・大物サイズのマシニング加工 【最長6m】長尺加工(長物加工)
【最長6m】長尺加工(長物加工)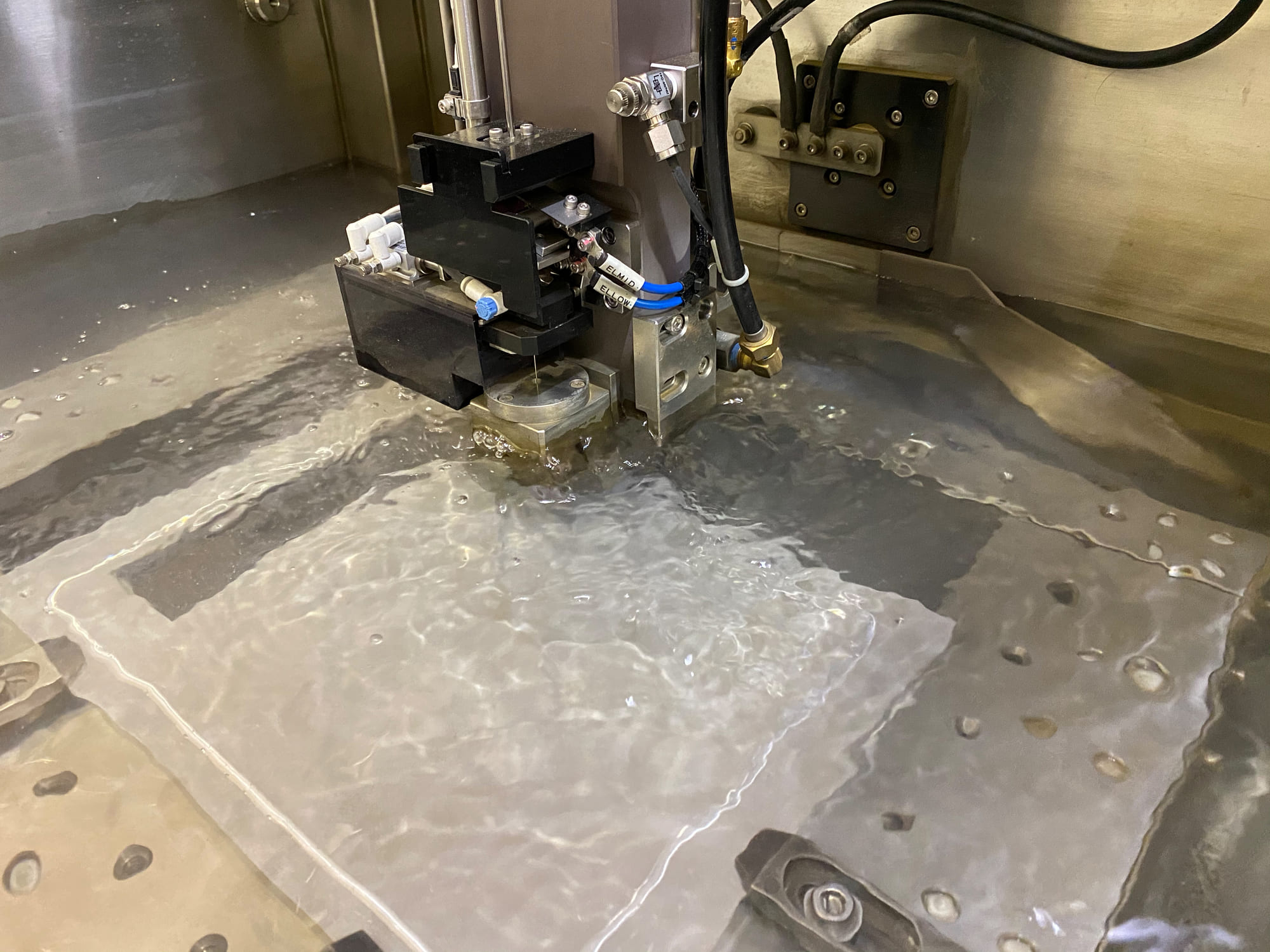 ワイヤ放電(ワイヤカット)加工
ワイヤ放電(ワイヤカット)加工 大型ワークの測定受託サービス
大型ワークの測定受託サービス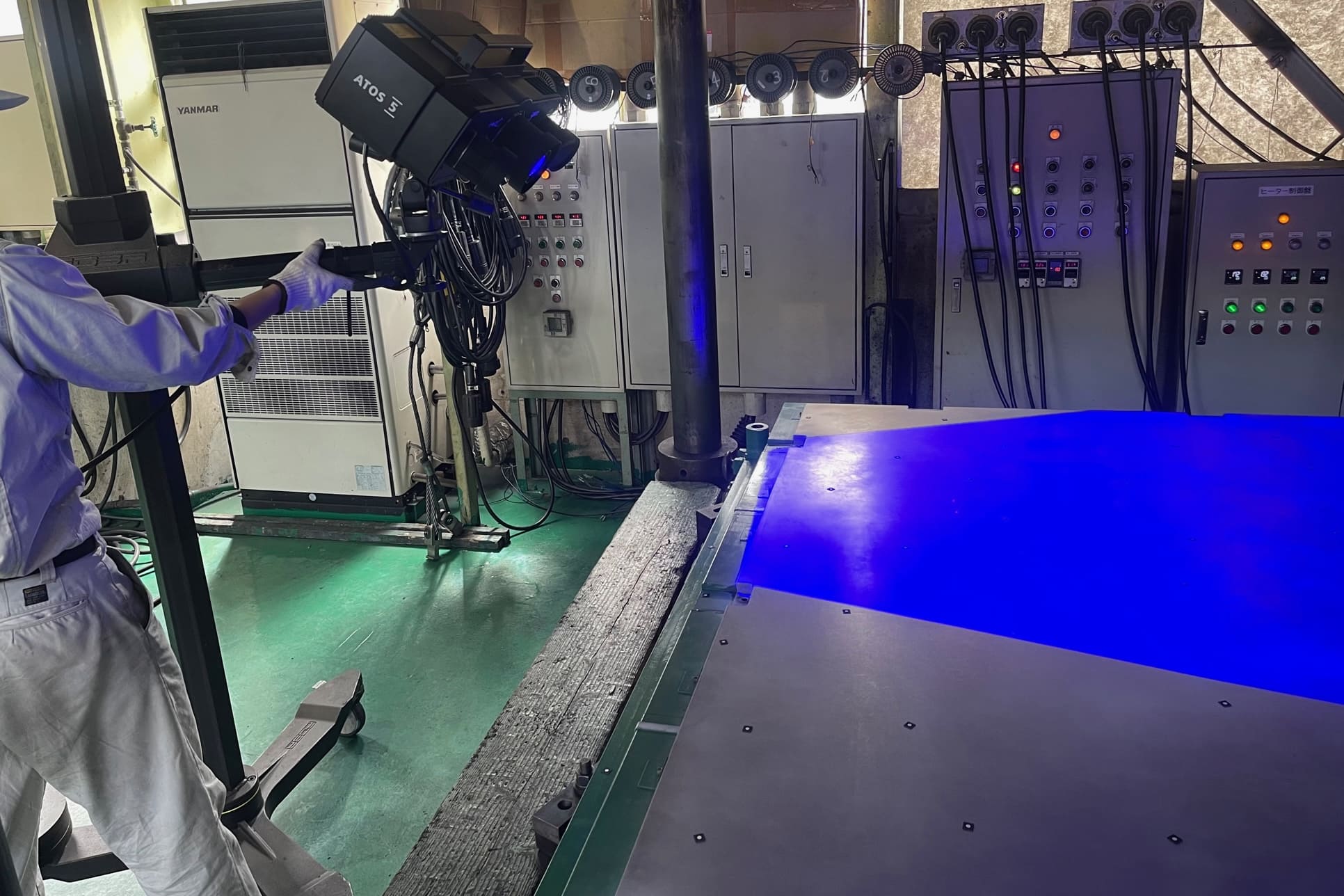 リバースエンジニアリング
リバースエンジニアリングよくある質問
カテゴリ一覧
当サイトについて
- 工場見学は可能ですか?
はい、見学可能です。万全の感染対策を行っているためご安心ください。大型加工設備と検査設備をご案内いたします。ぜひ、当社の工場にお越しください。
- オンラインでの打ち合わせは可能ですか?
もちろん、対応可能です。当社ではZoomをはじめとする各種オンライン会議ツールを使用してお打ち合わせを行わせていただきます。お客様の環境に合わせて対応いたしますので、ぜひご活用ください。
- 保有設備を教えてください。
当社は、マシニングセンターを5台保有しています。内2台が5面マシニングセンターであり、300×300から2,500×5,000までの加工サイズに対応しています。
下記ページにて、当社の保有設備を詳しく紹介しております。
>>保有設備一覧- お問い合わせから回答まで、どれくらいの日数がかかりますか?
お問い合わせの回答に関しては、当日、遅くとも翌営業日以内に回答させていただきます。お気軽にお問い合わせください。
品質管理・生産体制について
- どのような品質管理をされていますか。
当社では、工作機械での接触式精度確認に加え、非接触式三次元測定器 ATOS を保有しており、ワーク等の条件によりますが、±0.01まで測定することが可能です。
加工について
- 鋳鉄(ねずみ鋳鉄など)の切削加工において、クーラントを使用しないドライ加工が一般的なのはなぜですか?
鋳鉄(ねずみ鋳鉄など)は、黒鉛を含んでいるため切粉が細かくパウダー状になり、切粉の排出性が非常に良いという特徴があります。また、黒鉛が潤滑剤の役割を果たし、熱伝導性が良いため切削時の摩擦熱が発生しにくい(熱を逃がしやすい)性質を持っています。そのため、冷却や潤滑を目的とするクーラントを使用しなくても加工が可能であり、鋳鉄の切削においてはクーラントを使わない「ドライ加工」が一般的です。
- 大型鋳物の加工中に発生しやすい「鋳巣(キャビティ)」が見つかった場合、どのような技術的対応が可能ですか?
大型鋳物の場合、凝固時の収縮差による内部応力の影響で、切削加工で内部を削って初めて「鋳巣(キャビティ)」が発見されるケースがあります。鋳巣は歩留まりの悪化に直結しますが、当社では鋳巣が発見された場合、肉盛り溶接による補修や、不具合箇所を削り落として代わりに別鋼材のインサートを入れ込むといったリカバリー対応が可能です。鋳造段階からご依頼いただくことで鋳巣を防ぐ構造設計の提案も行えます。
- 機械部品において、SS材などの一般鋼材の代わりに被削材として鋳鉄を選ぶメリットは何ですか?
鋼材の代わりに鋳鉄を選ぶ主なメリットは「コスト削減」「軽量化」「強度の確保」です。鋳鉄は鋳造段階で製品に近い形状を作れるため、切削で削り落とす無駄な端材が出ず鋼材費を抑えられます。また、一般鋼材より比重が小さいため自動車部品などの軽量化を実現できます。さらに、焼きが入るためSS材よりも強度が高く、ねずみ鋳鉄は振動吸収性や熱衝撃性にも優れているという利点があります。
- 試作プレス金型などに使用される亜鉛合金(ZAS)の切削加工の特徴や、技術的なメリットは何ですか?
亜鉛合金(ZAS)は、亜鉛や錫などを主成分とする低融点合金であり、融点が低く鋳造性に極めて優れているため、薄肉製品や複雑な形状の製品の製作に適しています。また、寸法精度が出しやすく、切削性やめっき性も良好であるという物理特性を持っています。切削性が非常に良いため試作プレス金型などの深物加工に最適であり、当社ではマシニングセンタを用いたZAS金型の加工を得意としています。
- 鋳物の材料調達から、大型マシニングセンタを用いた機械加工までを一貫して依頼することは可能ですか?
はい、材料の調達(鋳造)から機械加工まで一貫して承ることが可能です。当社の協力鋳造メーカーは10tクラスの大型鋳鉄品の製造設備と、フルモールド鋳造により、極めて短いリードタイムで鋳造品を製作できます。また、UT検査やPT検査を徹底して鋳造欠陥品の流出を防ぐ体制を構築しているため、加工中に不良が発覚して納期遅れが生じるリスクが少なく、短納期かつ高品質な一貫対応が可能です。
- ステンレス鋼であるSUS303とSUS304の違いと、機械加工(切削・溶接)におけるそれぞれの適性について教えてください。
SUS303はSUS304に硫黄やセレンを添加した「快削ステンレス」で、切粉が細かくなり工具摩擦が減るため、加工速度の向上や工具寿命がのびるなど、優れた被削性を持ちます。一方、SUS304はクロムとニッケルの組成によりSUS303よりも耐食性や溶接性に優れています。SUS303は溶接熱で割れやすく溶接には不向きであり、また腐食しやすい環境下ではサビのリスクがあるため用途に応じて使い分けます。
- SCM材(クロムモリブデン鋼)の加工特性と、高温高圧環境下で使用されるSCM435の技術的な特徴を教えてください。
SCM材(クロムモリブデン鋼)は炭素鋼にクロムとモリブデンを添加した低合金鋼で、結晶格子が強化されるため高い機械的強度、靭性、耐摩耗性、高温強度を持ちます。中でもSCM435はとくに硬度が高く、優れた焼入れ性を持ち、空冷のような遅い冷却速度でも中心部まで均一に硬化し歪みを抑えられます。割れにくく加工性や溶接性も良好で美しい仕上げが可能であり、500℃前後の高温環境下で使用される機械部品などに採用されます。
- S50C(炭素鋼)を用いたプラスチック金型などで、冷却水を流すための深穴をあける際の効果的な加工方法は何ですか?
S50C(炭素鋼)を用いた金型部品加工において、冷却水を流すための深穴を加工する場合、ラジアルボール盤による加工やガンドリル加工を行いいます。例えば600mmといった直進性が求められる深穴加工において、ガンドリル加工は高精度ですがコストがかかります。要求される精度とコストを考慮し、条件が合えばラジアルボール盤を用いることで、加工費用を大幅に抑えることが可能です。当社では、加工精度とコストのバランスを考慮し、最適な加工を行います。
- 量産用板金金型などで使用される工具鋼(SKD、SK3など)の更新パーツ製作や、既存金型の修正加工には対応していますか?
はい、工具鋼(SKD、SK3など)を用いた金型更新パーツの製作や修正加工に対応しております。量産中にボルト締結部がダレてしまった既存金型などの場合、当社の門型マシニングセンタを用いて、金型全体への影響を抑えながら最小限の削り量でフライス加工を行い、部品精度を修正します。また、Tスロット部の寸法変更など、設計変更に伴う急な追加工に対しても、大型ワイヤ放電加工機等を用いて即座に段取りを行い短納期で対応します。
- 長尺加工(長物加工)とはどのような加工技術ですか?また、最大何メートルまで対応できますか?
長尺加工(長物加工)とは、一般的に長さが3メートルを超えるような長大な部品に対する機械加工のことを指します。当社では、2500×5000mmに対応できる5面マシニングセンタを含む4台の門型マシニングセンタを駆使し、300mmから最長6,000mmまでの長尺加工に対応しています。条件にもよりますが、6mの大型サイズであっても加工を行うことができます。
- 長尺ワークの切削加工において、ビビリを防ぎ精度を出すための対策はどのように行っていますか?
長尺ワークの加工においては、ワークが長くなるほどビビりが発生しやすく、精度を出すのが非常に困難になります。当社では長年の大型加工ノウハウを活かし、ワークにビビりが発生しないようクランプの位置を緻密に調整し、加工方向を根本から見直すなどの対策を講じています。5mを超える角パイプの加工では、加工回数が最少になる方向を決定し、数回クランプをし直しながら高精度に仕上げます。
- 設備筐体などに使われる角パイプの長尺加工において、穴加工の位置ズレやバリを防ぐポイントは何ですか?
角パイプは設備筐体や架台など多様な用途に使われますが、穴加工においては位置ズレやバリの発生を最小限に抑えることが重要です。当社では、大型の門型マシニングセンタを駆使することで、条件により、高精度な穴加工も可能です。また、鉄、ステンレス、アルミなど材質ごとの特性に合わせて最適な切削条件を設定し、5mを超える長尺角パイプでも歪みを補正しながら精密に加工をいたします。
- 5面加工機のテーブルサイズ(最大5,000mm)を超える、5,600mm以上の長尺ワークの加工はどのように行いますか?
5面加工機のテーブルサイズ(2,500×5,000mm)を超える5,600mmや5,850mmといった長尺の角パイプでも加工は可能です。このような場合、最も少ない加工回数で加工ができるようにします。その上で、ビビリが発生しないように適切なセッティングを行い、加工の途中で数回ワークを固定し直しながらフライス加工やラジアルボール盤での穴加工を進め、精度を維持していいます。
- マシニング加工と一般的なフライス加工の技術的な違いは何ですか?
マシニング加工とは、「マシニングセンタ」を用いて材料を切削する機械加工のことです。フライス加工と同様に、固定されたワークに回転する切削工具を押し当てて加工しますが、最大の違いはATC(自動工具交換装置)の有無にあります。ATCが搭載されていることで、事前に設計したNCプログラムに基づき、加工形状に合わせて工具を自動交換しながら連続加工が可能となり、自動化とリードタイムの削減に大きく貢献します。
- 大型プレートや製缶品の切削加工において、熱変位(熱歪み)による寸法誤差をどのように防いでいますか?
大型プレートや製缶品の切削加工では、素材の残留応力や加工摩擦による熱変位(熱歪み)が発生しやすくなります。当社では、ガス切断された黒皮材や製缶品の反りを考慮し、フライス加工の削り代や加工回数を慎重に調整しています。さらに、プレス機の定盤加工などでは、加工手順を工夫し、エアーで意識的に冷却を行いながら切削を進めることで、熱による歪みを最小限に抑え、要求される高い寸法精度を確保しています。また、ワークによってはクーラントをかけながら加工を行うことで、歪みを防ぎながら加工を行っています。
- 自動車のプレス金型など、リードタイムを短縮しながら短納期で加工することは可能ですか?
はい、自動車業界向けのプレス金型などにおいて、上型・下型、プレートやホルダなど複数部品の同時加工に多数の実績がございます。当社は門型マシニングセンタを計4台+縦型マシニングを1台の計5台のマシニングを保有しており、最大で2,500×5,000mmの大型加工に対応可能です。同時加工を行うことで適切なクリアランスを保ちつつ、リードタイムを大幅に短縮し、短納期での納品を実現しています。
- 大型部品の切削加工において、寸法公差はどのくらいまで対応可能ですか?
当社では、自動車部品の金型製作で長年培ってきた極めて高い技術力を有しており、最大加工サイズである2,500×5,000mmの大型ワークにおいても、条件によって「寸法公差±0.05mm」まで対応することも可能です。小さいワークサイズの製品も同様に加工を行うことができます。
金型においては100分台~1,000分台の設計精度で製作し、量産金型の実績が50年以上ございます。- 5面加工とはどのような加工ですか?また、生産性の観点からどのようなメリットがありますか?
5面加工とは、5面加工機(門型マシニングセンタに旋回式のユニバーサルヘッドを搭載した機械)を用いて、テーブルとの設置面以外の5面をワンクランプ(1回の固定)で加工できる技術です。大型ワークの加工において段取り替え(ワークの乗せ換え)が少なく済むため、リードタイムの大幅な短縮が可能です。また、平行度・直角度などの姿勢公差が高まり、極めて精度の高い加工が実現できるのが大きなメリットです。
- 対応可能な材質を教えてください。
当社は、
・SS
・S50(炭素鋼)
・工具鋼
・ステンレス
・鋳鉄
・亜鉛合金(ZAS)
の加工に対応しています。- 対応可能なワークサイズを教えてください。
当社では、□300から最大2500×5000サイズまでのワークサイズに対応することが可能です。
- 小ロットの依頼にも対応していただけますか?
はい、対応可能です。当社では、1個から対応することが可能です。お気軽にご相談ください。