中・大型サイズの鋳物加工
中・大型サイズの鋳物加工 大型・大物サイズのマシニング加工
大型・大物サイズのマシニング加工 【最長6m】長尺加工(長物加工)
【最長6m】長尺加工(長物加工)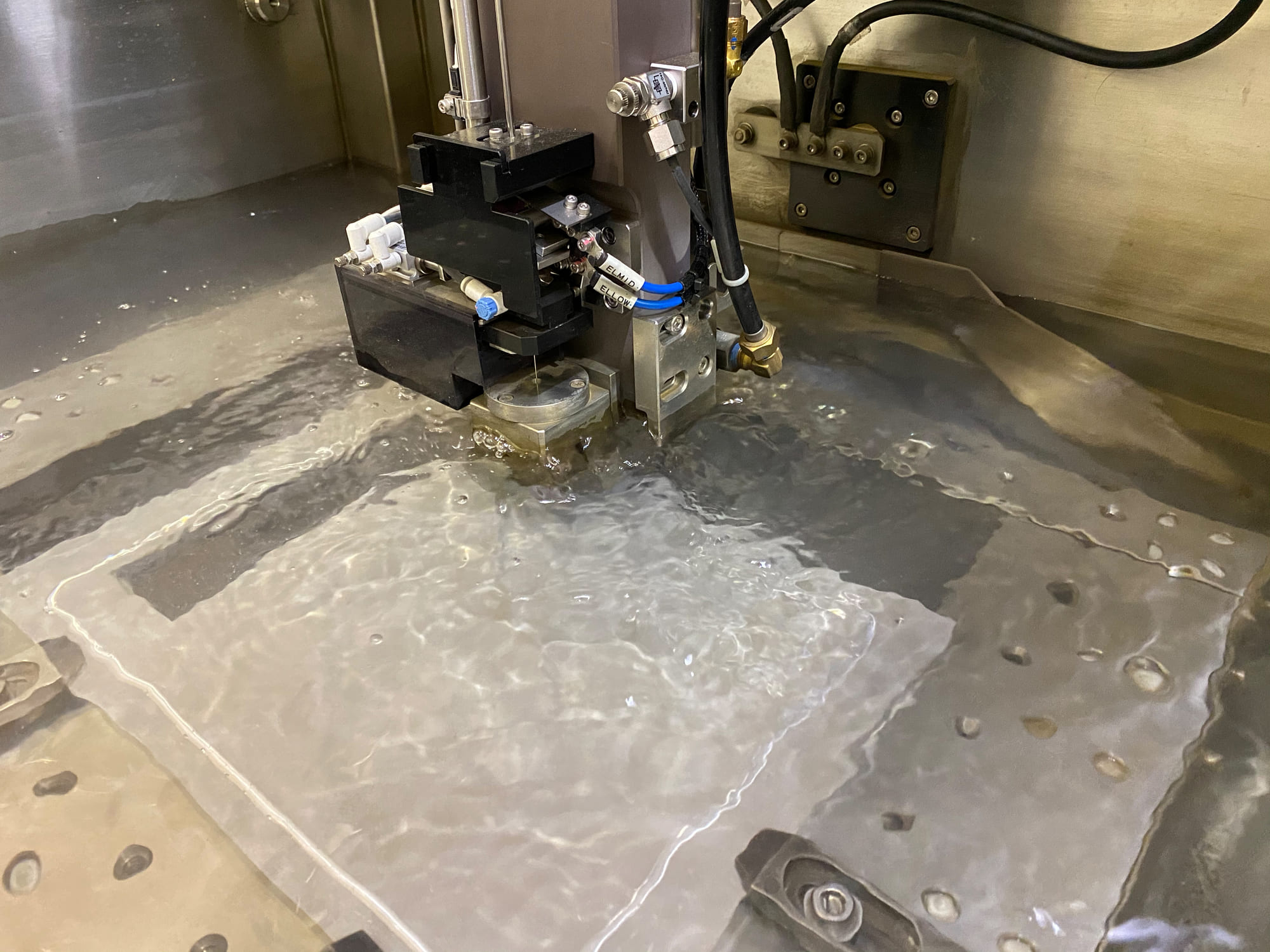 ワイヤ放電(ワイヤカット)加工
ワイヤ放電(ワイヤカット)加工 大型ワークの測定受託サービス
大型ワークの測定受託サービス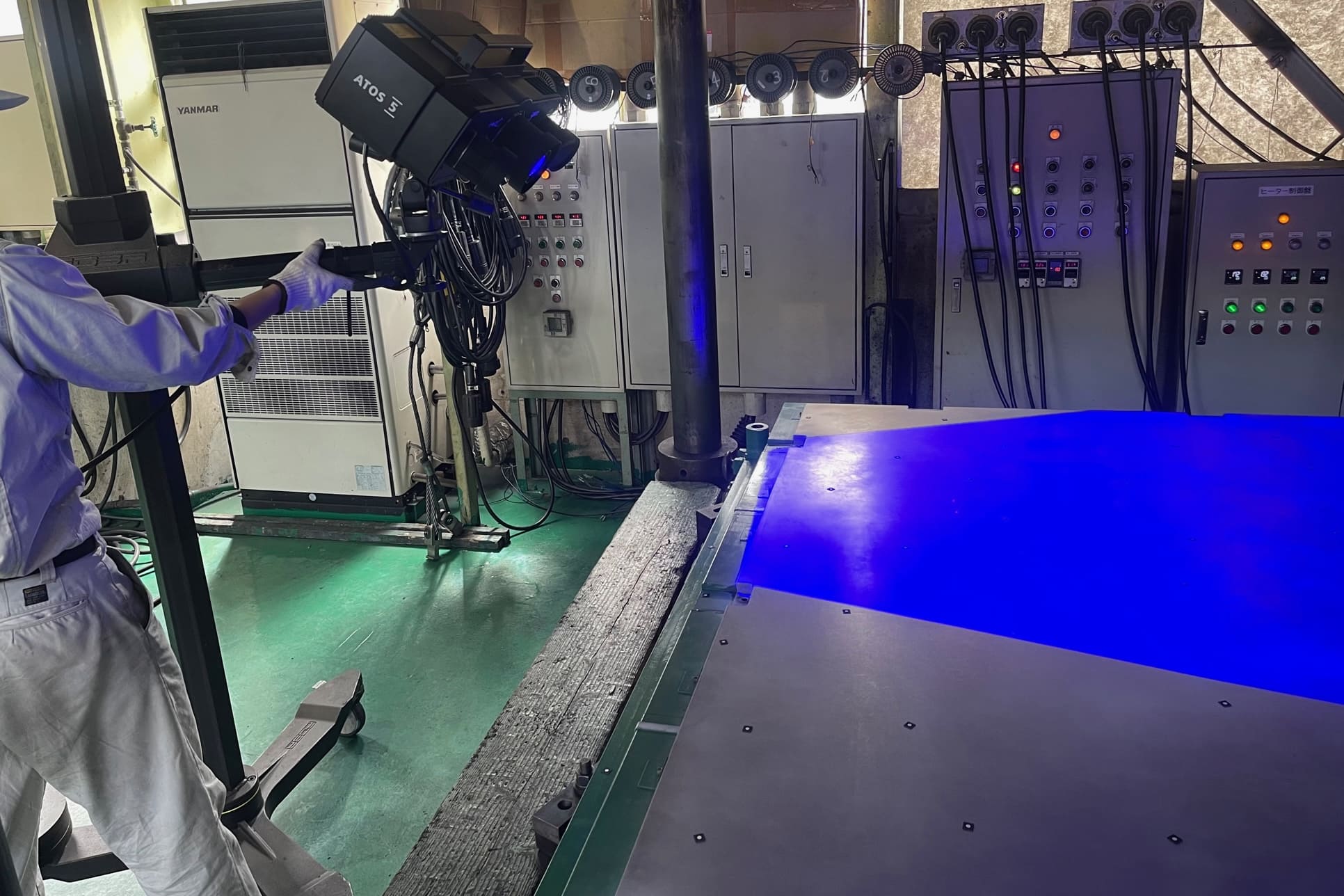 リバースエンジニアリング
リバースエンジニアリング長尺角パイプの加工ポイント
「溶接後のフレームの精度が出ない」「長尺部品の穴ピッチがずれて組み立てに苦労している」というお悩みはございませんでしょうか。
一般的に3メートルを超えるような部品の加工は「長尺加工」と呼ばれますが、ワークが長くなればなるほど、精度を出すのは非常に困難になります。
そこで、本記事では、長尺角パイプ特有でよくある課題と、当社のアプローチについてご紹介いたします。
長尺角パイプ加工でよくある3つの課題
① 溶接熱や素材特有の「歪み・反り・ねじれ」
角パイプを組み合わせたフレーム構造は、溶接の熱によって必ず大きな歪みや反りが発生します。また、内部応力により加工を進めるうちにねじれが生じることもあります。この歪んだ状態のまま無理に加工を行ってしまうと、設計図面で指示した平面度や平行度など、要求精度を満たすことはできません。
② ピッチ精度のズレ
長さが数メートルに及ぶフレームに対し、正確な位置への穴加工を行うのは非常に難しくなります。加工機のサイズによりますが、ワークをずらしながら段取り替えを行うことになる場合、機械の原点とワークの間に誤差が生じ、最終的な穴ピッチのズレにつながってしまいます。
③ 中空構造によるビビリ
角パイプは中空構造であるため、切削加工時にビビリが発生しやすいです。ビビりの発生により、端面を加工した際の仕上がりや、真円度に影響を及ぼします。
長尺角パイプの加工におけるポイント
上述の長尺角パイプの課題に対し、当社では長年培ってきた設備力と技術力で、高精度な加工を実現しています。下記に当社の長尺角パイプの加工をご紹介いたします。
① 最長6mまで対応!5面加工機による「段取り替えの最小化」
当社では、オークマ製の5面加工機を2台、門型マシニングセンタを3台保有しており、最大で「2,500mm × 5,000mm」の大型加工に対応しています。さらに最長6,000mmの長尺部品の加工も可能です。このような超長尺ワークであっても、5面加工機を駆使して、ワークにビビりが発生しないようにクランプの位置を調整したり、加工方向を見直したりすることで、高精度に長尺部品を加工しています。
② 金型製作で培った「寸法公差±0.05mm」の超高精度
当社は、非常に厳しい精度が求められる「自動車部品の金型製作」を本業としています。培ってきた技術力を活かし、2,500mm × 5,000mmという巨大なサイズであっても、条件により、寸法公差「±0.05mm」まで突き詰めることが可能です。 歪みやすい長尺角パイプであっても、高精度な穴あけ・端面加工を実現します。さらに、非接触式三次元測定器(ATOS)を用いた徹底的な品質管理体制を整えており、お客様が安心してご使用頂ける製品をお届けします。
③ 1個から対応!初期回答3営業日以内の「スピード対応力」
長尺フレームや専用機のベース部品は、1品ものであることがほとんどです。当社では、そうした1個からの試作や単品製作に対応いたします。 「この長尺フレーム、今の図面のままで加工できるだろうか?」「納期が迫っていて急いでいる」といった場合でも、お問い合わせいただければ、3営業日以内に加工可否と仮見積もり(概算費用)に関してお伝えいたします。
長尺角パイプの加工事例
加工事例①:角パイプの長尺加工(SS、5,600×200)

こちらはSSの角パイプを、5面加工機でのフライス加工後に、ラジアルボール盤で穴加工した事例です。ワークの長さが5,600と、5面加工機のテーブルサイズよりも長いため、最も加工回数が少なくて済む加工方向を決定した後にワークがビビらないように適切にセットし、数回ワークをクランプし直して加工を行っています。その後、ラジアルボール盤にて穴加工をいたしました。
-
加工事例②:角パイプ+板材の長尺加工(SS、5,850×200)
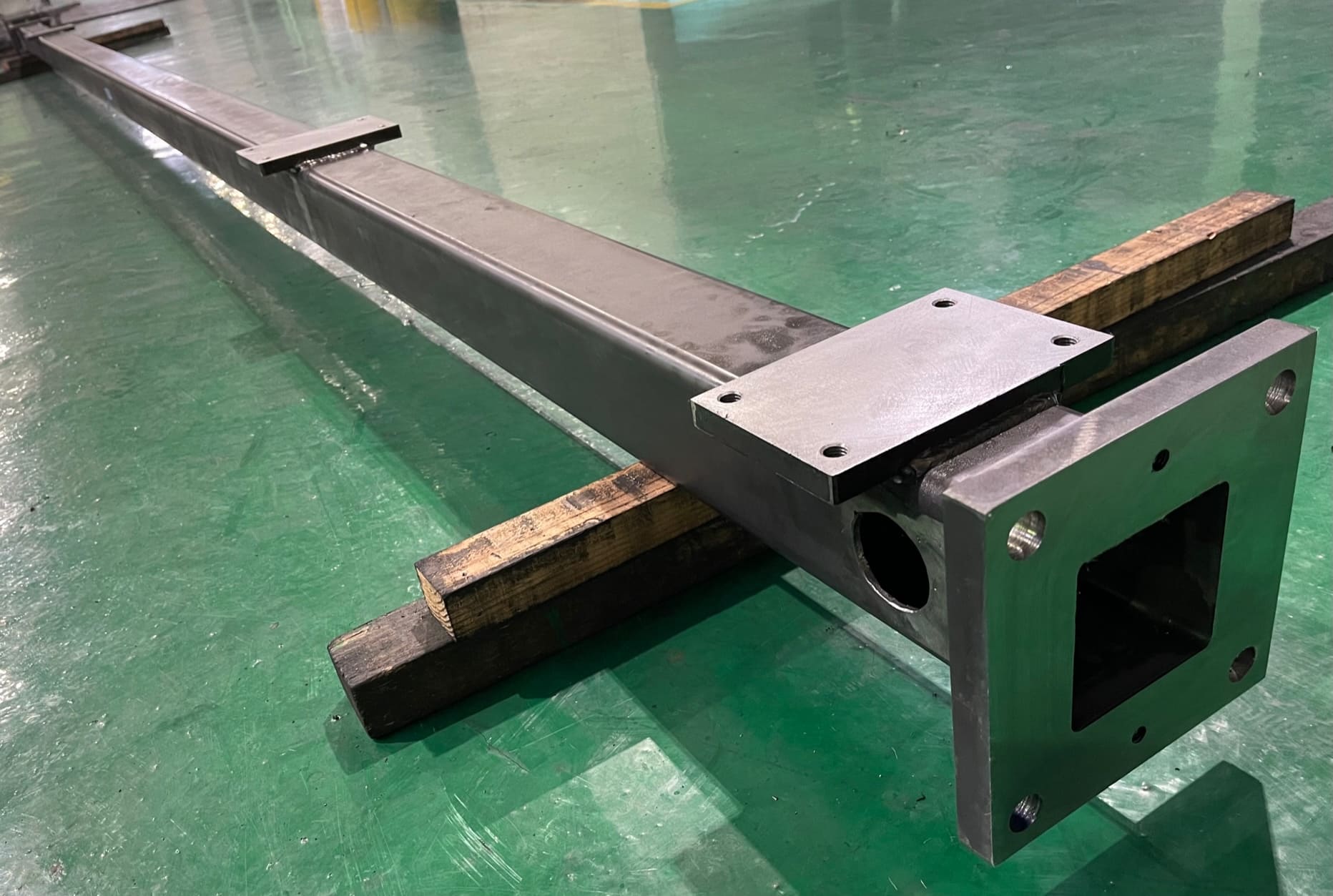
こちらはSSの角パイプを、5面加工機で3面をフライス加工した後に、5面加工機及びラジアルボール盤で穴加工した事例です。ワークサイズが5面加工機のテーブルサイズよりも長いため、最も加工回数が少なくて済む加工方向を決定した後にワークがビビらないように適切にセットし、数回ワークをクランプし直して加工を行っています。その後、ラジアルボール盤にて穴加工をいたしました。
角パイプ加工・長尺加工のことなら、大型機械加工センターにお任せください!
大型機械加工センター.comは、今回ご紹介した6m弱の長尺加工にも対応可能です。長尺加工でお困りごとがございましたら、お気軽にご相談ください。