中・大型サイズの鋳物加工
中・大型サイズの鋳物加工 大型・大物サイズのマシニング加工
大型・大物サイズのマシニング加工 【最長6m】長尺加工(長物加工)
【最長6m】長尺加工(長物加工)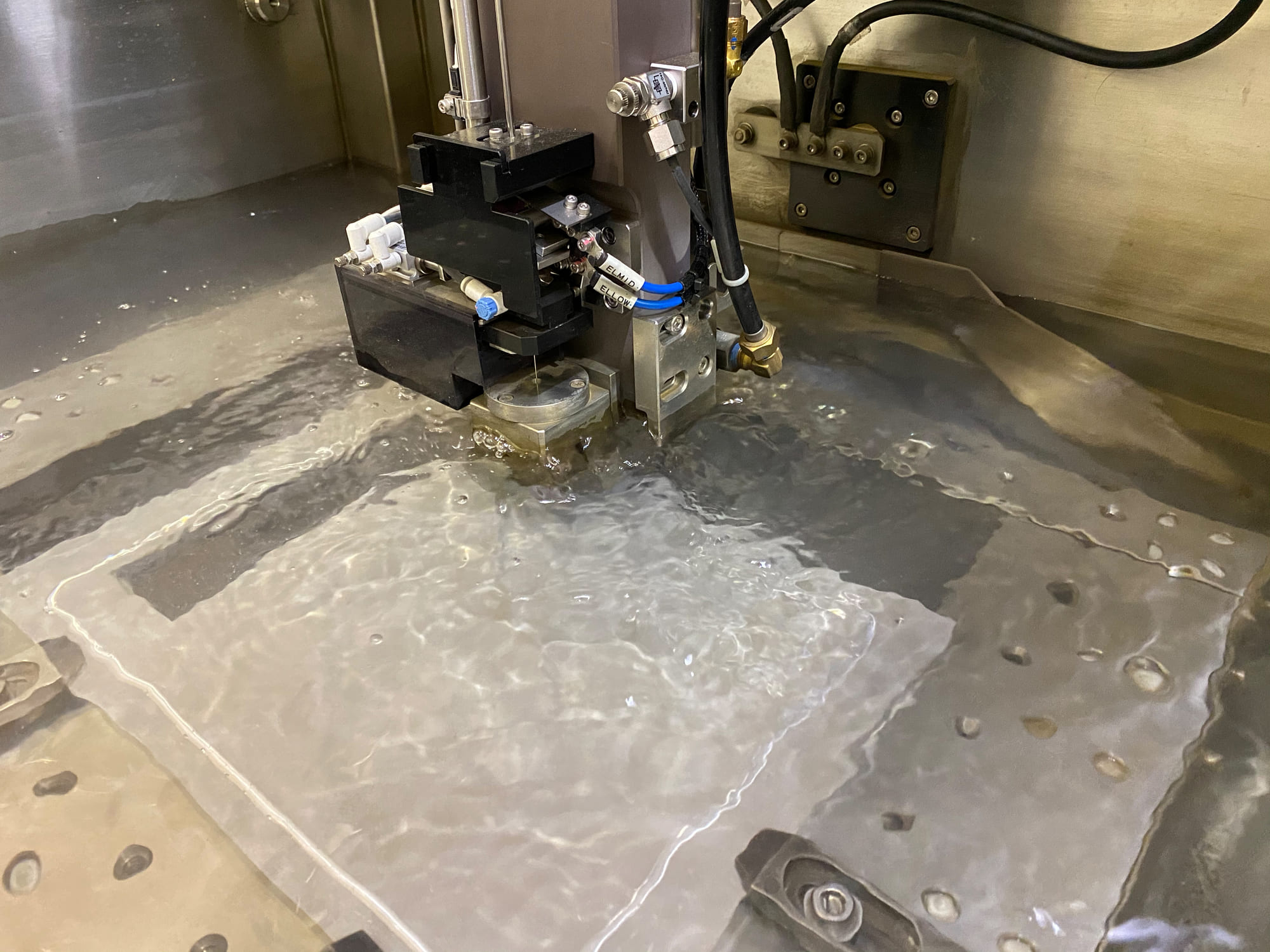 ワイヤ放電(ワイヤカット)加工
ワイヤ放電(ワイヤカット)加工 大型ワークの測定受託サービス
大型ワークの測定受託サービス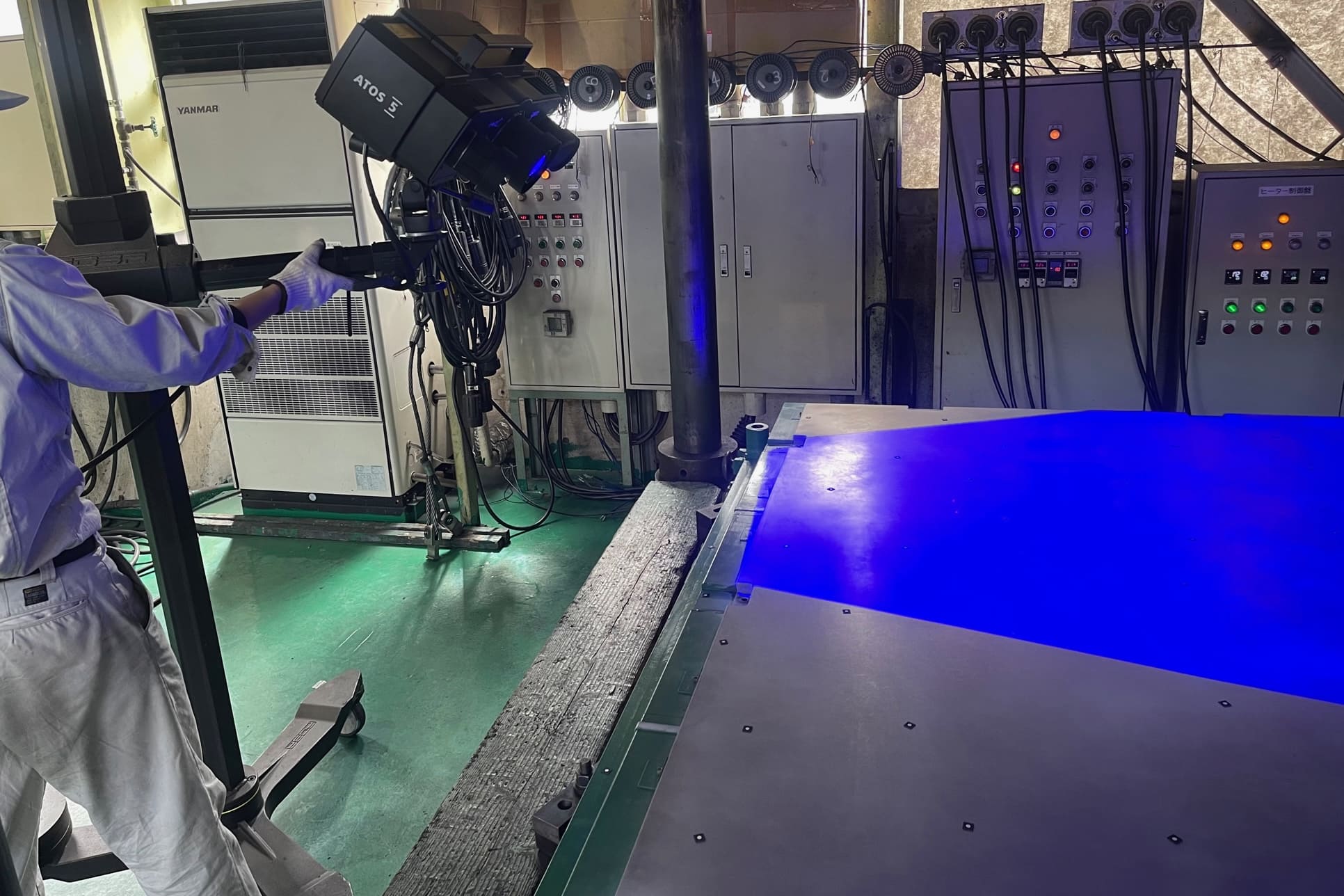 リバースエンジニアリング
リバースエンジニアリングマシニング加工とワイヤ放電加工の最適な使い分け
金型や精密部品の製造において、「どの加工方法を選ぶか」は品質・コスト・納期を大きく左右します。特にマシニング加工とワイヤ放電加工は、ともに金属加工では欠かせない主要な工法ですが、その特性はまったく異なります。
切削工具でスピーディーに削り出すマシニング加工と、放電熱で金属を溶かす非接触型のワイヤ放電加工——それぞれの強みと限界を理解し、適材適所で使い分けることが、高精度かつ効率的なものづくりの鍵です。
本記事では、マシニング加工とワイヤ放電加工の違いや、両者を組み合わせた最適な加工法について解説します。
マシニング加工とワイヤ放電加工の基本
マシニング加工:切削工具で物理的に削り出す「接触加工」
マシニング加工は、エンドミルやドリルといった切削工具を高速回転させ、工作物に直接当てて物理的に削り取る加工方法です。プログラムされた通りに工具が動き、ポケット加工や曲面加工、穴あけなど、立体的な3次元形状を作り出すことを得意とします。
・メリット:加工速度が速い、様々な材質に対応可能、3次元形状が得意。
・デメリット:工具が直接当たるため、高硬度材の加工が難しい、工具の摩耗やたわみによる精度への影響、バリやカエリが発生しやすい。
ワイヤ放電加工:放電熱で溶かして除去する「非接触加工」
ワイヤ放電加工は、髪の毛ほどの細さのワイヤ電極と工作物の間に、電気エネルギーによる放電を発生させ、その熱で金属を溶かして加工する方法です。工具が直接触れない「非接触加工」である点が最大の特徴です。
・メリット:導電性があればどんなに硬い金属でも加工可能、高精度な仕上がり、バリやカエリが発生しない、鋭利な角や微細形状が得意。
・デメリット:導電性のない材料(樹脂やセラミックスなど)は加工不可、加工速度が比較的遅い、貫通形状が基本。
マシニング加工とワイヤ放電加工のハイブリッドアプローチ
大型で複雑な部品の場合、どちらか一方だけで完結させるのが難しいケースも少なくありません。そこで重要になるのが、マシニング加工とワイヤ放電加工のハイブリッドアプローチです。
例えば、大型のプレス金型を製作する場合、
1.マシニング加工:まず、加工速度の速い大型マシニングセンタで、全体の形状や取り付け穴、冷却用のウォーターラインなどを効率よく加工します(粗加工)。
2.ワイヤ放電加工:次に、焼入れを施した後、高精度が求められる刃先の形状や、マシニングでは難しい微細な部分を、ワイヤ放電加工機で精密に仕上げます(仕上げ加工)。
このように両者の「良いとこ取り」をすることで、高精度・高品質を維持しながら、トータルでのコストダウンとリードタイム短縮を実現できます。
応原工業では、最大1,250mmのワークサイズに対応可能なワイヤ放電加工機をはじめ、大型5面加工機など、多種多様な大型工作機械を保有しています。これにより、材料手配からマシニングでの粗加工、そしてワイヤ放電加工による高精度な仕上げまで、一貫して対応できる体制が整っています。
当社の中・大型サイズのマシニング・ワイヤ放電加工の事例
EV部品製造装置向け プレート(SS、1,490×2,990)

こちらは、EV部品製作用装置に組み込まれる大型プレート(1,490×2,990mm)の加工事例です。オークマ製門型マシニングセンタで大穴・横穴・面取り加工を行い、その後ラジアルボール盤で小穴・タップ加工を実施しました。
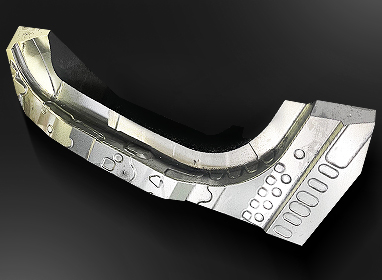
農機具用機械 ローラー部品(SS、50×130×130)

農機具用機械のローラー部品の代替製作事例です。破損した既存部品の代替として、歯車部分のみをワイヤ放電加工で製作しました。
中・大型サイズの機械加工のことなら、大型機械加工センターにお任せください!
マシニング加工とワイヤ放電加工は、いずれか一方が優れているわけではなく、加工対象や求める精度によって最適解が変わります。マシニングの高速性とワイヤ放電の高精度性を組み合わせることで、加工品質を損なわずにリードタイム短縮とコストダウンを同時に実現できます。
応原工業では、大型5面加工機やワイヤ放電加工機を駆使し、粗加工から仕上げまで一貫対応する体制を整えています。お気軽にに相談ください。